



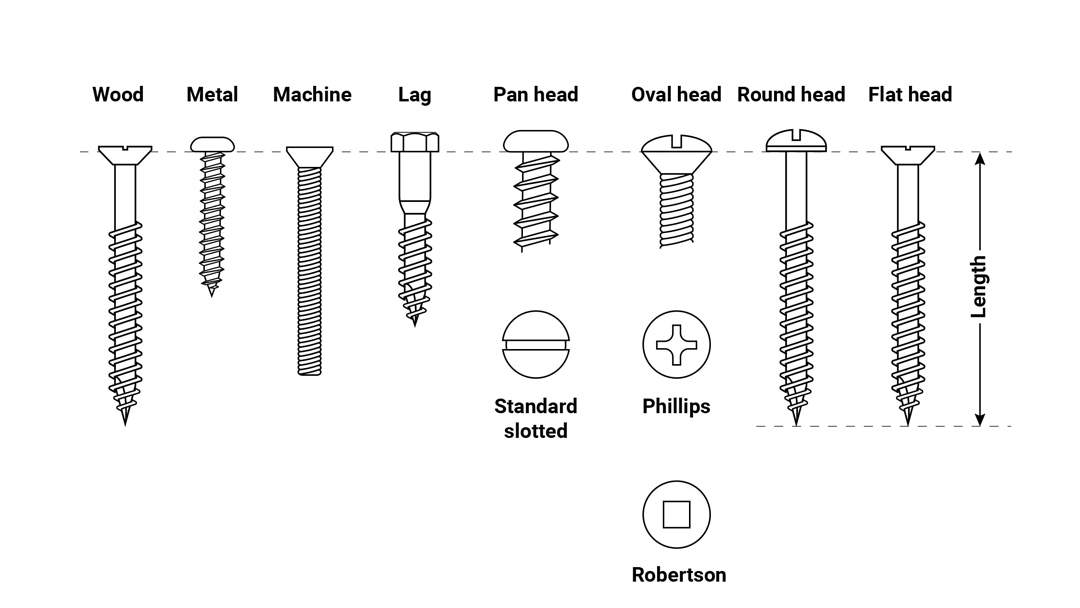
1. Understanding the Self-Drilling Fastener Family
The term “self-drilling screw” encompasses a broad category of fasteners, often referred to in the field as tek screws—a genericized trademark that has become synonymous with drill-point screws. All self-drilling screws are technically self-tapping screws, but not all self-tapping screws are self-drilling. The distinction lies in the tip: a self-drilling screw features an integrated drill bit that creates its own pilot hole, eliminating the need for pre-drilling.
Within this category, several specialized variants serve distinct applications:
Roofing screws — typically feature a hex washer head with an EPDM sealing washer, designed to create a weatherproof seal against moisture intrusion
Structural screws / framing screws — engineered for load-bearing connections in steel framing, with higher shear and tensile strength ratings
Wood-to-metal screws — often include wings just behind the drill point to ream the wood substrate before the threads engage the metal
The selection process begins with matching the screw type to the substrate—metal-to-metal connections require different point geometries than metal-to-wood applications.

2. The Material Decision: Stainless Steel vs. Carbon Steel
Perhaps the most fundamental choice in fastener specification is the base material. Stainless steel fasteners and carbon steel fasteners each offer distinct advantages and limitations that must be weighed against the service environment.
Carbon Steel Fasteners
Carbon steel offers superior strength and hardness at a competitive cost. Medium carbon alloys (such as 1022 grade) are commonly used for self-tapping and self-drilling screws, as they can be case-hardened to achieve the surface hardness (typically Rc 50 or above) required to drill through mild steel. High tensile fasteners in carbon steel grades—such as Grade 8 bolts with a minimum tensile strength of 150,000 psi—are widely specified for structural applications.
The limitation is corrosion resistance. Uncoated carbon steel fasteners will rust rapidly when exposed to moisture. Even with protective coatings, the corrosion protection is sacrificial—once the coating is compromised, the underlying steel begins to deteriorate.
Stainless Steel Fasteners
Stainless steel fasteners provide exceptional corrosion resistance due to their chromium content (minimum 10.5%), which forms a passive oxide layer. In marine and coastal environments, 316 stainless steel is the preferred choice because its molybdenum content provides enhanced resistance to pitting and crevice corrosion from chlorides. 304 stainless steel performs adequately in general conditions but is not recommended for direct saltwater exposure.
However, stainless steel presents two significant trade-offs:
Lower hardness — Austenitic stainless steels cannot achieve the surface hardness of case-hardened carbon steel, which can compromise drill-point performance in thick or hard substrates.
Galling risk — Stainless steel threads are prone to galling (cold welding) during installation, particularly under high speed or insufficient lubrication.
Stainless vs carbon steel fastener corrosion resistance is not a binary choice—it depends entirely on the specific environment, required service life, and mechanical demands.

3. Coating Systems: Protecting the Fastener, Extending the Life
For carbon steel fasteners—and even for some stainless applications—coatings provide an essential layer of protection. The coating not only resists corrosion but can also influence installation torque, friction characteristics, and long-term performance.
Zinc and Galvanized Coatings
Zinc plating and hot-dip galvanizing are the most common and cost-effective corrosion protection systems for hardware fasteners. Zinc acts as a sacrificial anode, corroding preferentially to protect the underlying steel. The corrosion resistance is directly proportional to coating thickness: a typical electroplated zinc coating (5–8 μm) provides moderate protection, while hot-dip galvanizing (45–85 μm) offers substantially longer service life in aggressive environments.
Zinc Flake Systems
Zinc flake coatings (such as those specified under ISO 10683) represent a significant advancement over traditional zinc plating. These systems consist of flake-like zinc particles embedded in a binder matrix, applied in thin coats (8–20 μm). They offer superior corrosion protection compared to zinc plating at equivalent thickness, along with more consistent friction coefficients—a critical factor for achieving accurate fastener torque control.
Ceramic and Polymer Coatings
For the most demanding environments, ceramic-infused coatings and specialized polymer systems provide enhanced protection against both corrosion and mechanical wear. Field data from coastal installations suggest that ceramic-coated deck screws can significantly outperform standard galvanized products in moderate-humidity environments.
A Note on Testing
Qualified manufacturers typically validate coating performance through accelerated corrosion testing. Neutral salt spray tests (per ISO 9227) are the industry standard, with 480 hours without red rust representing a common benchmark for high-performance coatings. It should be noted that salt spray results are comparative indicators rather than direct predictors of field performance—real-world service life depends on additional factors including temperature cycling, UV exposure, and mechanical stress.

4. Installation Engineering: Torque, Drive, and Anti-Loosening Strategies
Proper installation is as critical as correct material selection. Even the highest-quality fastener will fail prematurely if improperly installed.
Torque Control
Fastener torque charts provide recommended tightening values based on fastener size, grade, and thread condition. A general engineering principle is to apply approximately 75% of the fastener‘s yield strength as the target torque. For self-drilling screws, the installation torque must be sufficient to drive the drill point through the substrate and seat the fastener, but must not exceed the fastener’s torsional strength—a condition known as “over-torquing” that can lead to head stripping or fastener fracture.
Critical considerations for torque application:
Threads should be clean and dry for consistent torque-tension relationships
Lubricated threads require torque reduction (typically 15–25%) to avoid over-stressing the fastener
Impact drivers require careful torque monitoring, as impact forces can exceed rated values
Anti-Loosening Solutions for Vibration Applications
Vibrational loosening is one of the most common failure modes for threaded fasteners in dynamic environments. Vibration generates relative motion between thread flanks, progressively reducing clamp load until the joint becomes loose.
Several anti-loosening solutions are available for vibration-prone applications:
Solution | Mechanism | Best Application |
|---|---|---|
Lock nuts (nylon insert, all-metal prevailing torque) | Increased thread friction resists rotation | General vibration environments |
Wedge-lock washers | Cam action creates tension, not friction | High-vibration, heavy equipment |
Threadlockers (anaerobic adhesives) | Chemical bond fills thread clearances | Permanent or semi-permanent assemblies |
Serrated flange heads | Serrations bite into the bearing surface | Sheet metal and light-gauge steel |
Double-nut / jam nut | Two nuts locked against each other | Structural connections |
No single solution is universally optimal. The choice depends on the specific application—whether disassembly is required, the magnitude and frequency of vibration, temperature exposure, and cost constraints.
5. Common Specification Errors and How to Avoid Them
Error 1: Specifying stainless steel for high-strength structural applications without verifying mechanical properties.
While stainless steel fasteners offer excellent corrosion resistance, their strength is typically lower than heat-treated alloy steel fasteners. A2 (304) and A4 (316) stainless fasteners generally have tensile strengths in the 500–700 MPa range, whereas Grade 8.8 carbon steel fasteners offer 800 MPa and Grade 10.9 offers 1,040 MPa. For structural loads, stainless may be inadequate unless specified in higher property classes (e.g., class 70 or 80).
Error 2: Using the same fastener for all substrates.
Self-drilling screws are available with different point types (e.g., #2, #3, #5) designed for different material thickness combinations. Using an undersized point on thick steel leads to drill-point breakage; using an oversized point on thin sheet metal causes stripping and poor thread engagement.
Error 3: Ignoring galvanic compatibility.
When dissimilar metals contact in the presence of an electrolyte, galvanic corrosion accelerates deterioration of the more anodic metal. Aluminum structures should not be fastened with plain carbon steel screws; stainless steel or specially coated fasteners are required to prevent galvanic attack.
Error 4: Assuming coatings are permanent.
All coatings degrade over time. Zinc plating provides sacrificial protection only until the zinc is consumed. In aggressive environments, even high-performance coatings have finite service lives. Regular inspection and maintenance are essential—particularly for construction screws exposed to the elements.
The service life of a metal roofing or steel framing system is only as reliable as the fasteners that hold it together. Material selection—whether stainless steel fasteners for corrosion resistance or high tensile fasteners for strength—must be balanced against coating performance, installation practices, and environmental exposure. Engineers and procurement professionals who invest time in understanding these technical trade-offs will specify fasteners that perform reliably over decades rather than years. For those requiring detailed technical parameter sheets or salt spray test reports for specific environmental conditions, reference materials from ISO 17025-accredited testing laboratories—including publicly available corrosion test data from manufacturers with in-house metallurgical capabilities—provide valuable benchmarking resources.
Other Articles

Self-Drilling Screws for Metal Roofing & Steel Framing: Material Selection, Coating Performance, and Installation Best Practices

High-Strength Fasteners Under Vibration: A Mechanical Engineer’s Guide to Anti-Loosening Solutions
